Исходная ситуация и задача
Предприятие производит специальные длинномерные изделия для оборонно-промышленного комплекса в рамках Государственного оборонного заказа (ГОЗ). Изготовление данной продукции требует прецизионного растачивания глубокого отверстия. Действующая технология предусматривала использование инструмента бренда Botek.
Длительные сроки зарубежных поставок инструмента ставили под угрозу выполнение заказа в установленные сроки ГОЗ: срывы графика поставки инструмента напрямую останавливали производственный цикл, что недопустимо при работе в рамках государственного оборонного заказа. Высокая стоимость инструмента Botek дополнительно увеличивала себестоимость изделия.
Перед исполнителем была поставлена задача: срочно подобрать альтернативный инструмент с характеристиками не ниже Botek для расточки отверстия с жёсткими требованиями по трём параметрам:
Длительные сроки зарубежных поставок инструмента ставили под угрозу выполнение заказа в установленные сроки ГОЗ: срывы графика поставки инструмента напрямую останавливали производственный цикл, что недопустимо при работе в рамках государственного оборонного заказа. Высокая стоимость инструмента Botek дополнительно увеличивала себестоимость изделия.
Перед исполнителем была поставлена задача: срочно подобрать альтернативный инструмент с характеристиками не ниже Botek для расточки отверстия с жёсткими требованиями по трём параметрам:
Решение
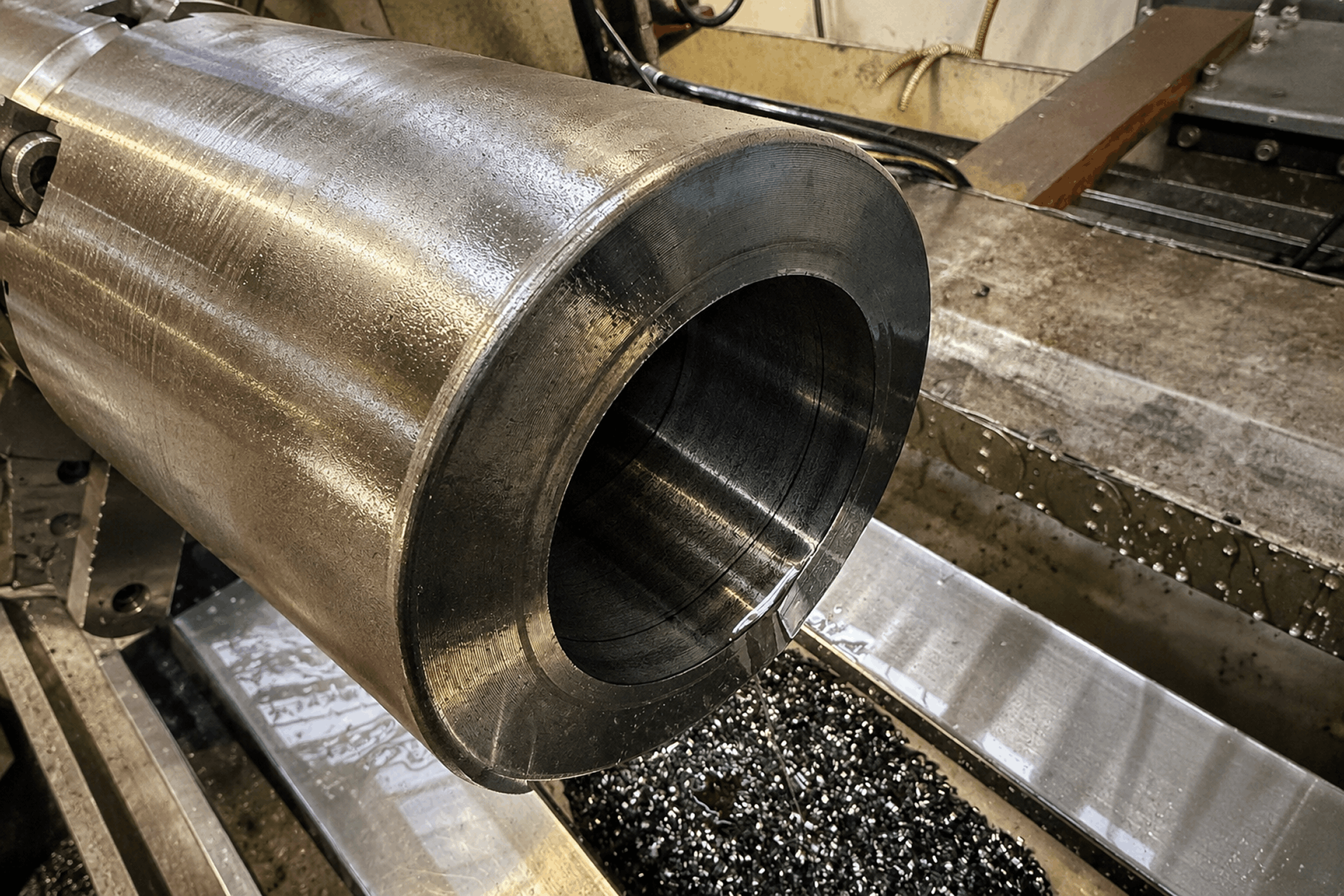
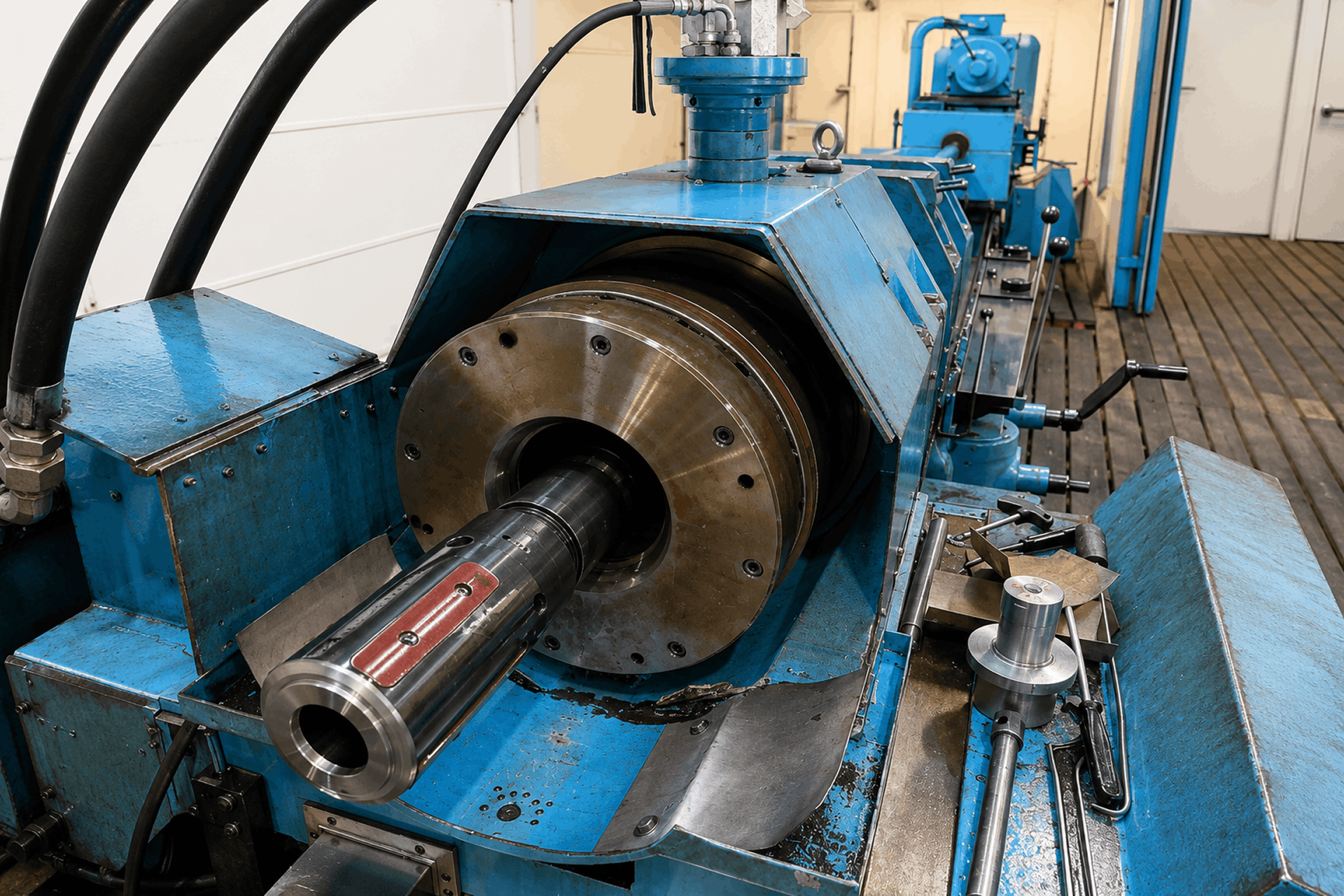
Для данной задачи была предложена головка обратного растачивания — конструктив, оптимально подходящий для получистовой и чистовой обработки глубоких отверстий большого диаметра при высоких требованиях к цилиндричности и шероховатости. В ходе испытаний опробованы два типа режущих пластин с различной геометрией для определения оптимального сочетания производительности и качества поверхности.
Особую сложность операции задаёт соотношение L/D ≈ 44: при такой глубине критически важны стабильность головки, правильный отвод стружки и поддержание прямолинейности на всей длине отверстия.
Особую сложность операции задаёт соотношение L/D ≈ 44: при такой глубине критически важны стабильность головки, правильный отвод стружки и поддержание прямолинейности на всей длине отверстия.
Результаты испытаний
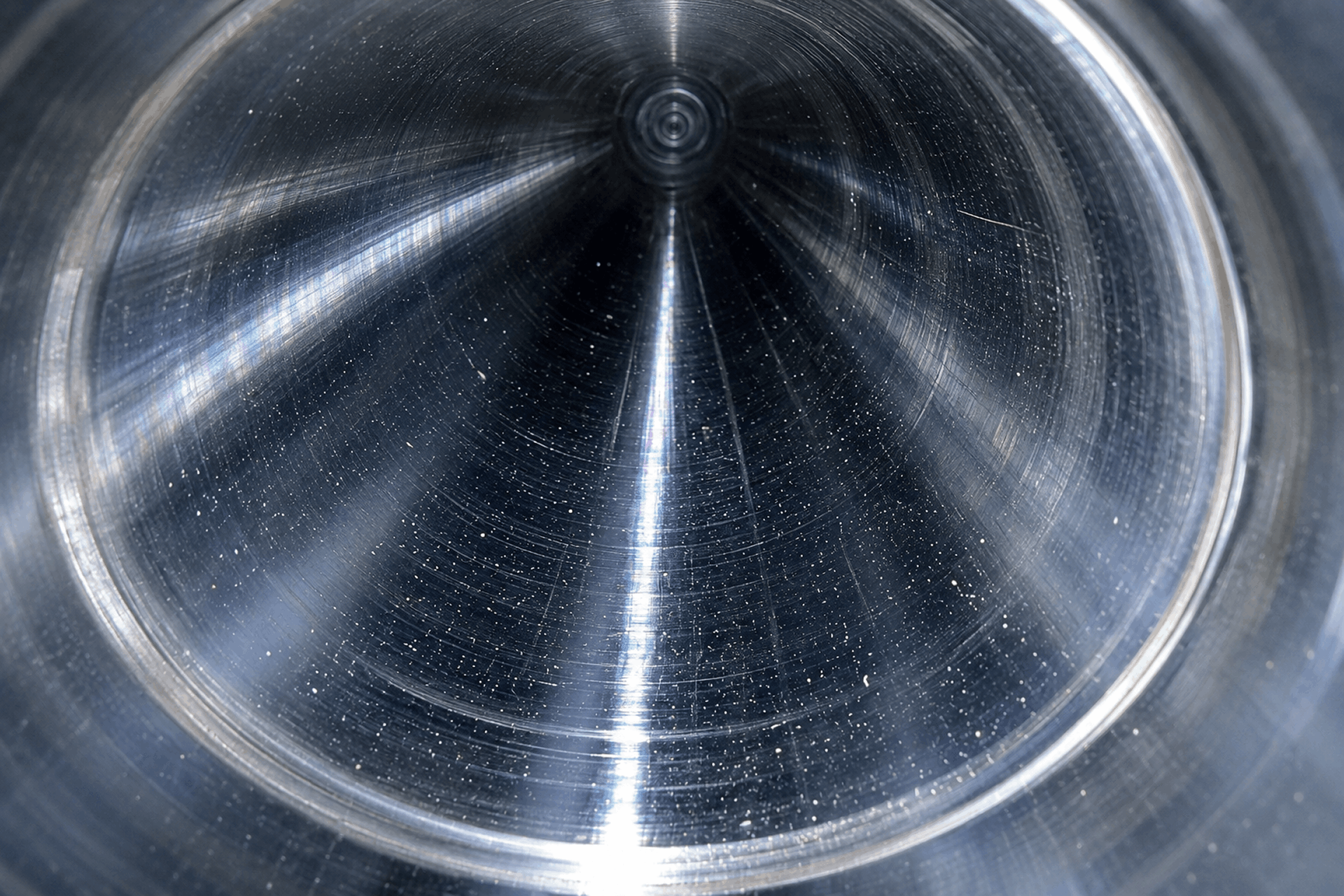
Обработано 6 заготовок с положительным результатом по всем контролируемым параметрам:
Эффект от внедрения
— Устранение угрозы срыва ГОЗ: переход на инструмент с коротким сроком поставки исключил зависимость производственного цикла от зарубежных логистических цепочек.
— Полноценная замена инструмента Botek для операции с жёсткими допусками по шероховатости (Ra 2,5) и прямолинейности (0,5 мм/4000 мм).
— Снижение себестоимости изделия ВПК за счёт применения более доступного инструмента без потери качества и точности.
— Успешная обработка 6 заготовок подтверждает готовность решения к серийному производству в рамках ГОЗ без доработки технологии.
— Особая ценность результата: L/D ≈ 44 — крайне сложная операция, где обеспечить Ra 2,5 и прямолинейность 0,5 мм/4000 мм одновременно является нетривиальной инженерной задачей.
— Полноценная замена инструмента Botek для операции с жёсткими допусками по шероховатости (Ra 2,5) и прямолинейности (0,5 мм/4000 мм).
— Снижение себестоимости изделия ВПК за счёт применения более доступного инструмента без потери качества и точности.
— Успешная обработка 6 заготовок подтверждает готовность решения к серийному производству в рамках ГОЗ без доработки технологии.
— Особая ценность результата: L/D ≈ 44 — крайне сложная операция, где обеспечить Ra 2,5 и прямолинейность 0,5 мм/4000 мм одновременно является нетривиальной инженерной задачей.